В интернете можно найти массу проектов самодельных аппаратов контактной сварки по соединению мелких металлических деталей и выводов к аккумуляторам. Все эти проекты основаны на использовании доработанного трансформатора от микроволновой печи, который можно недорого купить или извлечь из техники с истекшим сроком службы. Этот трансформатор имеет достаточную мощность для такого применения, приближающуюся к 1 кВт, и может быть легко и дешево преобразован из высоковольтной версии в ту, которая требуется для сварки. Устройство особенно ценно для моделистов и людей, интересующихся возобновляемой энергетикой, так как позволяет изготавливать аккумуляторные батареи.
Основные параметры:
- Состоит из двух плат: платы управления и исполнительной платы;
- Используемый микроконтроллер: ATmega8;
- Изготовлен из доступных и недорогих компонентов;
- Пользовательский интерфейс, состоящий из дисплея 2x16 и кнопок;
- Для изготовления аппарата требуется трансформатор от СВЧ-печи;
- Идеально подходит для сварки аккумуляторных батарей.
Подробное описания способа переделки трансформатора лучше всего найти в Интернете (фото, видео), а пока мы предлагаем сделать проверенный и универсальный контроллер для такого сварочного аппарата, обеспечивающий минимизацию пускового тока, регулировку времени и задержки срабатывания и обеспечения симметричности питания трансформатора.
К сожалению, многие драйверы, используемые до сих пор в таких проектах, похожи друг на друга и являются более или менее верной модификацией старой концепции, которая, к сожалению, дублирует серьезные недостатки этой оригинальной концепции.
Предлагаемый контроллер предназначен для работы со сварочным аппаратом, но на практике его можно использовать для работы с любым трансформатором средней мощности. Он имеет выходной каскад, адаптированный к индуктивной нагрузке, и переключает ее на максимуме мгновенного сетевого напряжения, что полностью противоположно более чем половине аналогичных конструкций.
Включать на нуле или на максимуме?
Дискуссии о том, включать ли питание трансформатора сварочного аппарата при нулевом(переходе сетевого напряжения через ноль) или максимальном сетевом напряжении, возникают на интернет-форумах достаточно часто. Иногда споры распространяются на несколько подстраниц. Поэтому стоит уделить время объяснению того, какой метод является правильным, чтобы помочь покончить с ним и указать на ошибки в рассуждениях.
Прочитав несколько таких обсуждений, лучше всего обратиться к наиболее распространенным идеям и взглядам, изложенным в них.
Сторонники включения трансформатора при нулевом сетевом напряжении утверждают, что поскольку начальное напряжение, возникающее на первичной обмотке трансформатора после включения питания, равно нулю, то и ток, протекающий через первичную обмотку, в этот момент также должен быть равен нулю. По их мнению, включение питания в этот момент имеет смысл, т.к. коммутация симистора или тиристора осуществляется в наиболее благоприятный для него момент (ZVS). Сторонников такого решения можно узнать по тому, что в их системах присутствует оптопара MOC3041, со встроенной схемой обнаружения нуля и включением симистора по ходу прохождения синусоиды через ось X.
Где ошибка? Эти люди правы в том, что при включении питания ток равен нулю, но они забывают, что это состояние длится лишь очень короткий момент, буквально несколько миллисекунд. Просто все действие начинается позже.
Включение напряжения трансформатора при нуле в первый момент на самом деле не опасно. Протекающий ток на самом деле будет практически равен нулю, а симистор будет надежно включаться, при мгновенном сетевом напряжении в несколько вольт, в зависимости от параметров оптоизолятора. Тем не менее примерно через 10 миллисекунд мгновенный ток увеличится до нескольких десятков, а то и 100 ампер, и если электроустановка имеет высокий КПД, а силовые кабели короткие и со значительным сечением, в квартире сработают предохранители.
Описанная выше ошибка рассуждений является следствием отношения к трансформатору как к лампочке накаливания и отсутствия анализа того, что происходит в системе после включения питания. Чтобы не усложнять описание, нижеследующий текст будет представлен в упрощенном виде, но лишь для того, чтобы не затенять вопрос.
Включение источника питания в нуле приводит к тому, что быстро возрастающее напряжение на первичной обмотке не уравновешивается противо-ЭДС. Эта сила не присутствует в нуле при включении, потому что ее источником является энергия, накопленная в индуктивности первичной обмотки «ранее». В установившемся режиме противо-ЭДС, вызванная спадом тока, который по индуктивности отстает от напряжения, уравновешивает сетевое напряжение и через первичную обмотку трансформатора протекает небольшой ток намагничивания. Однако в этом случае мы включаем трансформатор с безэнергетическим сердечником, а значит, и без противо-ЭДС. Его отсутствие приводит к тому, что магнитный поток в сердечнике очень быстро возрастает и через короткое время превышает вдвое максимальное значение, возникающее при нормальной работе. Это вызывает, что сердечник трансформатора сразу насыщается, ведь никто не проектировал его так, чтобы он выдерживал двойные перегрузки. Насыщение приводит к тому, что индуктивность первичной обмотки значительно уменьшается и не способна аккумулировать всю энергию, возникающую от такого большого магнитного потока. Результатом является быстрое увеличение тока, протекающего через первичную обмотку, который почти полностью ограничивается сопротивлением провода первичной обмотки (около 2 Ом) - рисунке 1.
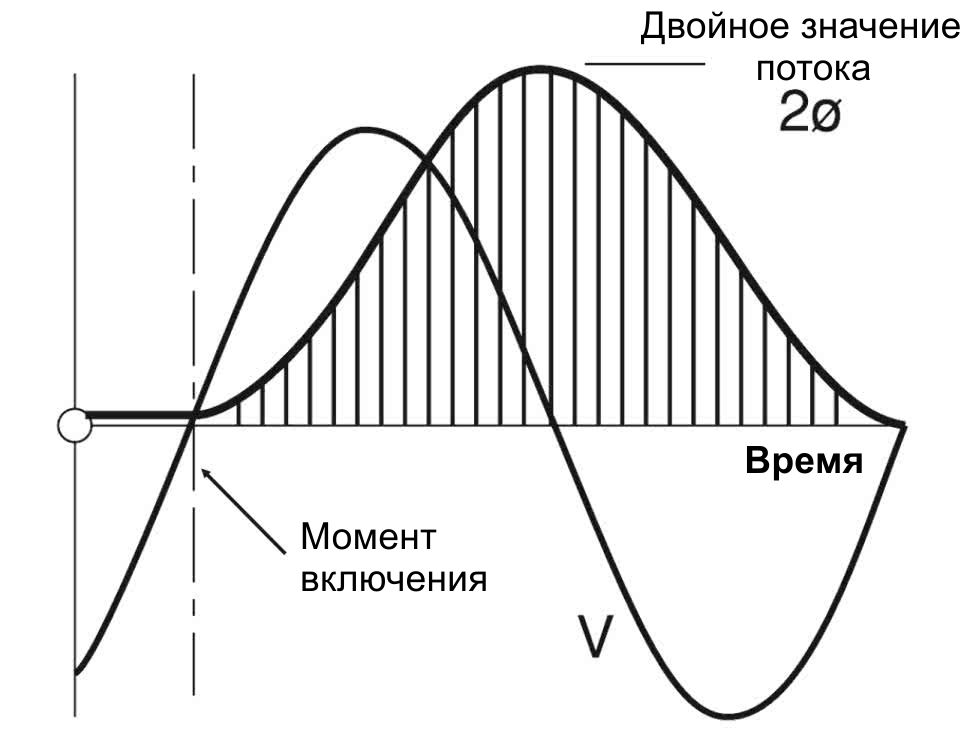
Рисунок 1. Включение трансформатора при нуле вызывает превышение магнитного потока в сердечнике номинального значения в два раза и временное насыщение сердечника.
Двойное значение потока возникает из-за смещения всего процесса циклического намагничивания сердечника вперед и назад над осью X, потому что, как уже говорилось, система «пропускает» явления, которые обычно происходили бы раньше.
Поэтому перегрузка (пусковой ток) достигает десятков ампер. Только через несколько циклов синусоиды «рабочая точка» сердечника перемещается в центр кривой намагничивания и ток уменьшается. Тем не менее, начало «ужасное». Это как желание быстро разогнать маховик.
Дополнительная проблема заключается в том, что при включении питающего напряжения сердечник трансформатора может быть слегка намагниченным, например, из-за того, что в предыдущей деятельности подача электроэнергии была отключена в такой момент, что листы остаются в остаточно намагниченном состоянии. Таким образом, включение питания при нуле может вызвать добавление магнитного потока из-за остаточной намагниченности к этому уже большому двойному потоку, что может усугубить описанные проблемы (рисунок 2).
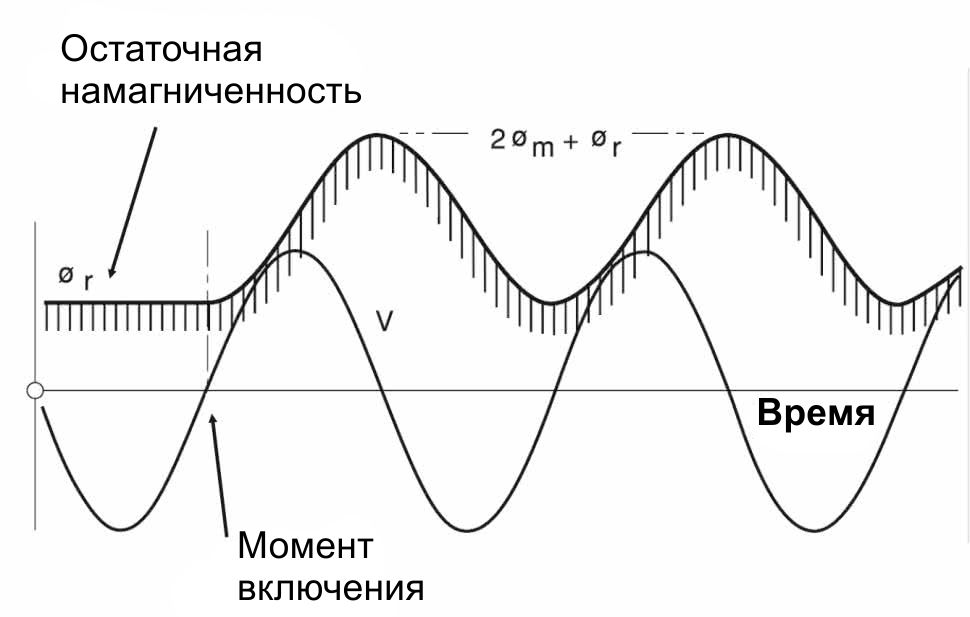
Рисунок 2. Остаточная намагниченность сердечника трансформатора может еще больше усугубить проблемы с высоким магнитным потоком.
Высокий пусковой ток может повредить компонент полупроводникового ключа(симистор или тиристор). Произойдет это или нет, во многом зависит от электрической системы, в частности от ее импеданса. Чем он больше, тем меньше перегрузка полупроводниковых элементов, из-за чего сложно сравнивать и оценивать различные сварочные решения, опубликованные в сети, ведь неизвестно, в каких условиях они эксплуатировались.
То, что конструкции на основе оптрона МОС4041 хоть как-то работают, связано еще и с несовершенством работы оптронов, включающихся в ноль, а точнее с тем, что на практике они включаются при напряжении 15...20 В., а не точно на ноль. Схема запуска симистора питается от напряжения на его выводах. Когда это напряжение равно нулю, ток затвора не может генерироваться таким образом. Только через короткое время, когда мгновенное значение напряжения сети несколько возрастет, становится возможным включение. На практике угол задержки включения составляет 3...4 градуса. С точки зрения системы сварочного аппарата этот недостаток оптосимисторной системы управления является преимуществом, потому что она немного снижает пусковой ток, чтобы все это дело хоть как-то работало.
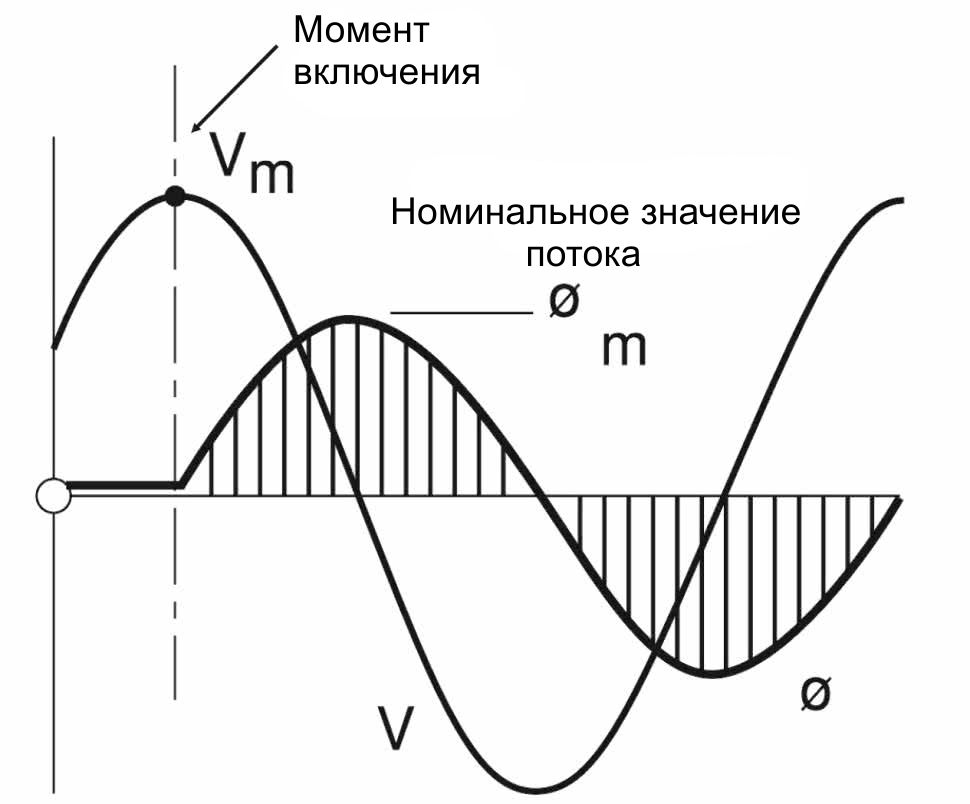
Рисунок 3. При включении трансформатора на максимальное напряжение магнитный поток не будет насыщать сердечник.
Ситуация выглядит иначе, когда мы включаем напряжение питания в момент пика мгновенного сетевого напряжения (рисунок 3). Магнитный поток в сердечнике и ток, протекающий по обмоткам, также начинаются с нуля, но максимальные значения такие же, как и при нормальной работе. Нет насыщения сердечника и нет броска пускового тока. Появление полного сетевого напряжения на первичной обмотке вызывает медленное возрастание тока, так как скорость нарастания ограничена индуктивностью. Максимальное значение достигается за пиком синусоиды, т.е. когда мгновенное напряжение сети уже снижается. Благодаря этому магнитный поток не превышает максимального.
Проблема с коммутацией
Многие популярные контроллеры, схемы которых появляются в Интернете, используют в качестве исполнительного элемента тиристор с диодным мостом, обеспечивающим его корректную работу с сетью переменного тока. В принципе неизвестно, почему вместо симистора используется тиристор, с которым система проще. Тем не менее, не вдаваясь в подробности, можно сказать, что наилучшие результаты дают два тиристора, работающих встречно-параллельно, как показано на рисунке 4.
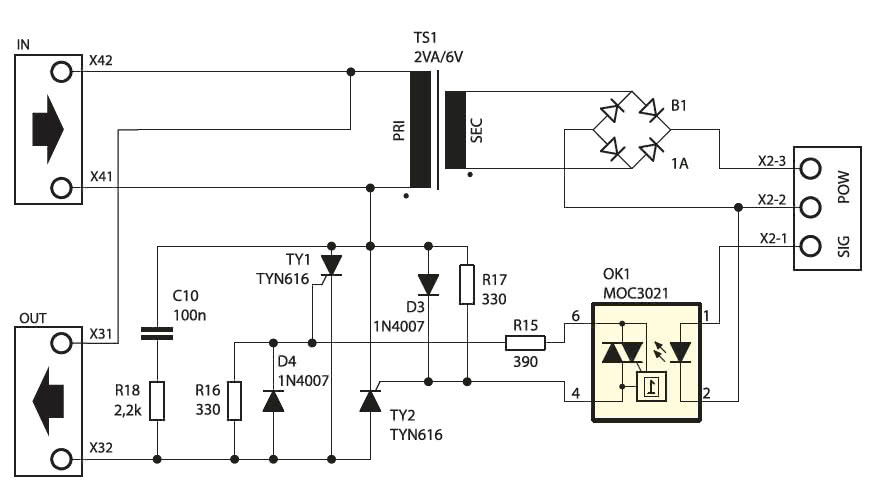
Рисунок 4. Схема исполнительной части системы коммутации напряжения трансформатора на двух тиристорах.
Эта система лучше всего работает при управлении индуктивной нагрузкой, т.е. в моменты, когда другие решения из-за перенапряжений и колебаний имеют проблемы с надежным срабатыванием тиристора или симистора. И каждое отключающее возмущение приводит к несимметрии, т.е. увеличению постоянной намагниченности сердечника и, следовательно, увеличению пусковых токов.
Добавление мостового выпрямителя к тиристору также увеличивает колебания, потому что два дополнительных диода на пути тока могут иметь характеристики «жесткого» срабатывания и могут приводить к возникновению помех. Следовательно, избавление от моста из схемы выгодно.
Проведенные автором испытания показали, что симистор в системе сварочного аппарата, к сожалению, достаточно легко повреждается. В результате явлений, трудно поддающихся диагностике из-за отсутствия соответствующей измерительной аппаратуры, была повреждена «половина» этого элемента. В результате симистор превратился в тиристор и подавал на трансформатор выпрямленное сетевое напряжение, что приводило к короткому замыканию и срабатыванию предохранителя.
В свою очередь тиристор вместе с диодным мостом никак не хотел отключаться при сварке. Контроллер правильно включил питание трансформатора сварочного аппарата, но система оставалась включенной все время и выключалась только при отсоединении электродов от соединяемых элементов. Это является следствием того, что запускающий тиристор оптотриака питается напряжением, имеющимся на выводах этого тиристора и любые колебания и перенапряжения с этого места передаются в схему запуска.
Предложенная система с двумя тиристорами оказалась наиболее устойчивой к любым триггерным помехам и каждый раз работала надежно.
Контроллер сварочного аппарата
Контроллер сварочного аппарата (рисунок 5) построен на базе микроконтроллера, который определяет максимальное напряжение питания и в этот момент позволяет включить исполнительную пару тиристоров на заданное время, кратное периоду сети (20 мс), что минимизирует остаточную намагниченность сердечника.
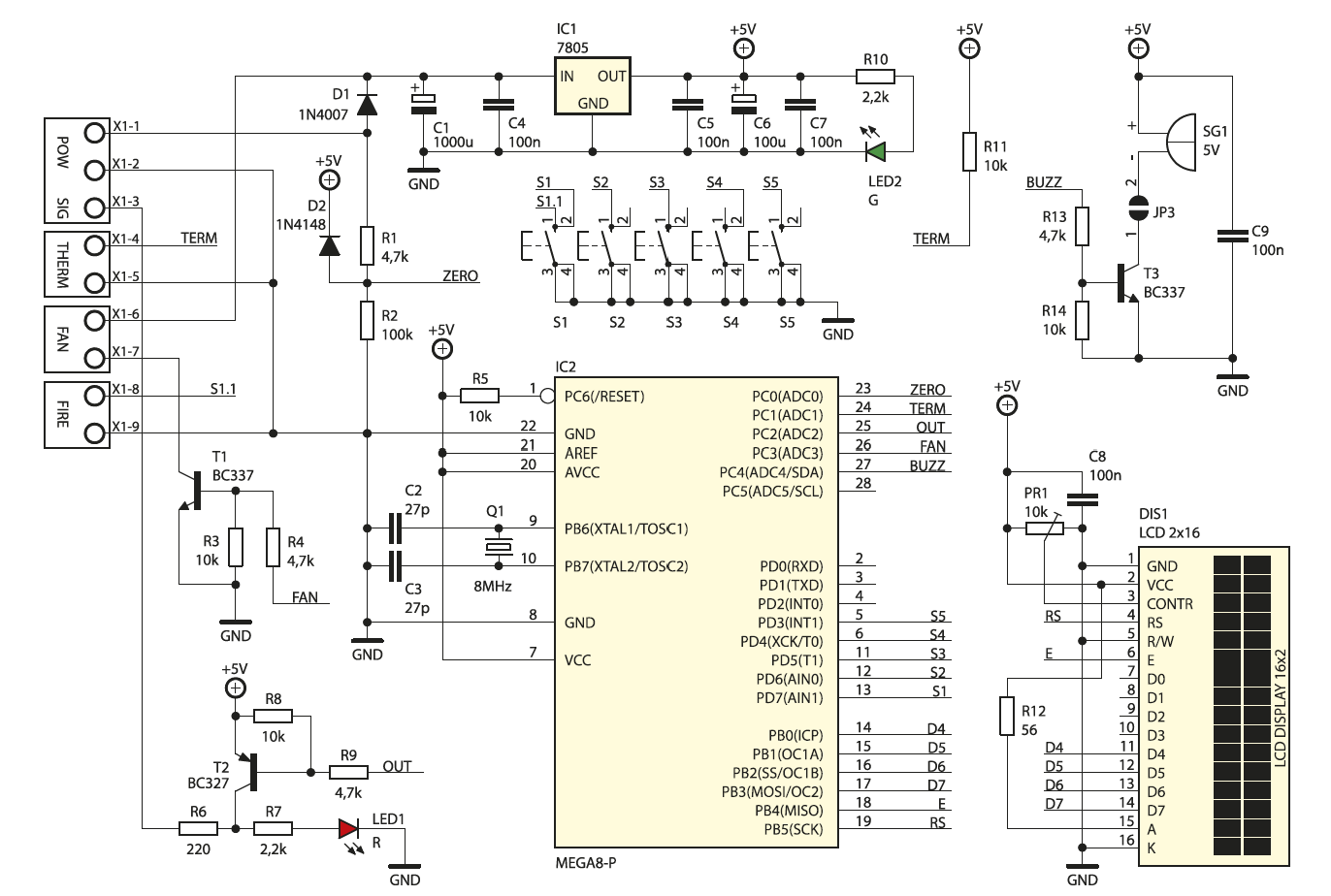
Рисунок 5. Схема контроллера.
Кроме того, контроллер позволяет вводить задержку от момента срабатывания кнопки до момента включения трансформатора, что облегчает работу сварочного аппарата без ножного выключателя. Компоновка стандартная и основана на популярных компонентах. Чтобы обеспечить большую гибкость конструкции, все было разделено на две отдельные платы: исполнительная плата, а также собственно плата управления.
Описание схемы контроллера
Система контроллера питается выпрямленным, но нефильтрованным напряжением от сетевого трансформатора, так что контроллер может обнаруживать пересечение нуля синусоиды сети. Для этого используется схема, состоящая из резисторов R1 и R2 с защитным диодом D2, подающая на вход микроконтроллера пульсирующее напряжение. Далее напряжение фильтруется и стабилизируется на уровне 5 В с помощью линейного стабилизатора IC1.
Микроконтроллер тактируется тактовым сигналом, стабилизированным кварцевым резонатором, и работает с 5 кнопками и ЖК-дисплеем 16 символов и 2 строки. Первые две кнопки изменяют время включения сварочного аппарата, следующие две регулируют задержку включения, а последняя включает трансформатор. Вспомогательные цепи: драйвер зуммера с Q4, который сигнализирует о процессе сварки, транзистор Q3, включающий светодиод в оптопаре, и Q1, который включает дополнительный вентилятор. Сигнал управления вентилятором обеспечивается термистором NTC 10 кОм, подключенным между контактом 7 разъема X1 и землей.
На схеме также показан порт ISP для программирования ATmega8 и две перемычки JP1 и JP3, которые не нужно устанавливать, т.к. это элементы, предусмотренные для реализации новой версии.
Описание исполнительной схемы
На исполнительной плате размещен сетевой трансформатор, подающий напряжение на микроконтроллер. Также имеется тиристорный коммутатор на основе двух тиристоров и оптотриак, включаемый в любой момент времени. Конденсатор С2 и резистор R2 подавляют перенапряжения, способные вывести из строя тиристоры.
Монтаж и наладка
Схема сборки исполнительной платы представлена на рисунке 6.
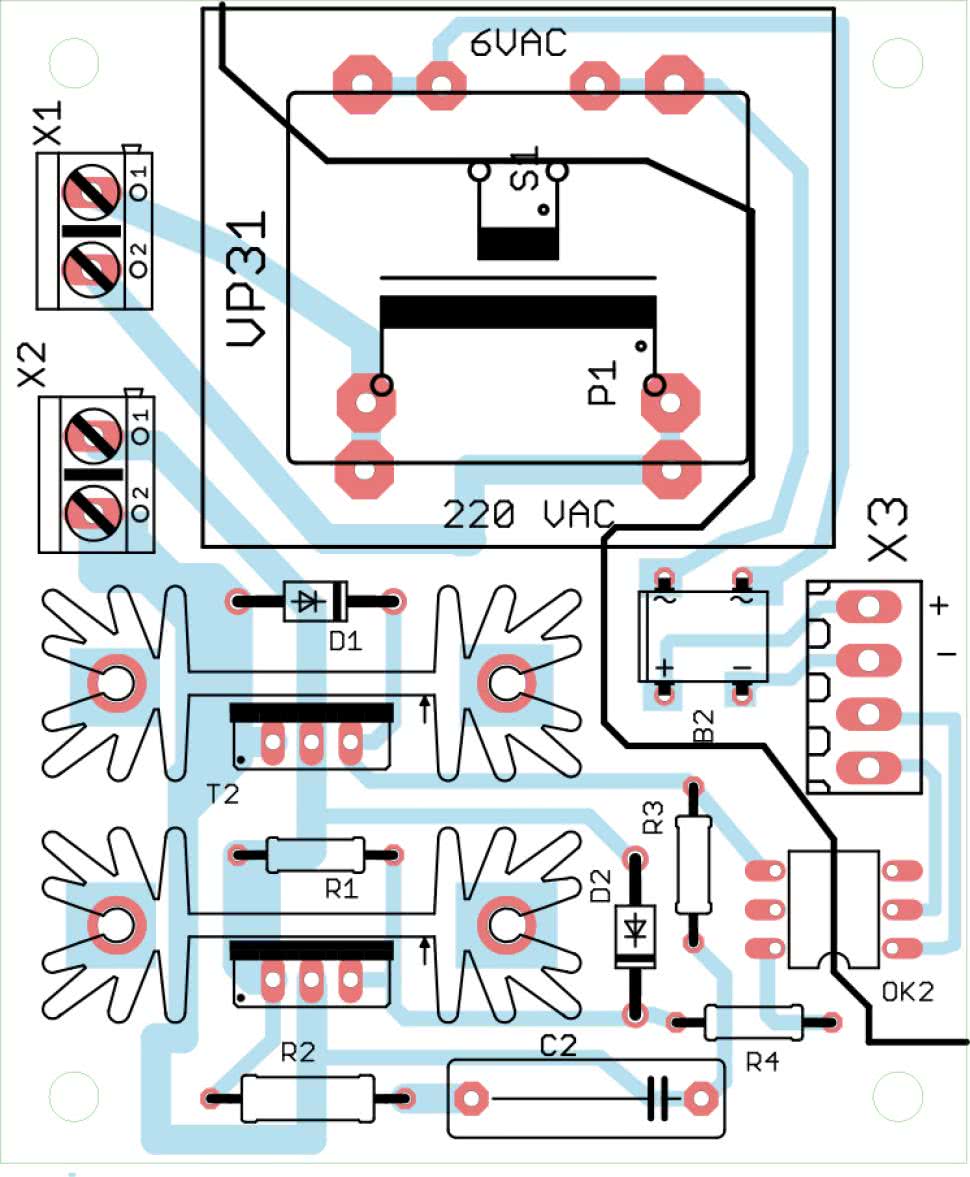
Рисунок 6. Схема сборки исполнительной платы.
Его сборка типична и не требует особого обсуждения. Плата контроллера содержит элементы с обеих сторон, схема ее сборки показана на рисунке 7.
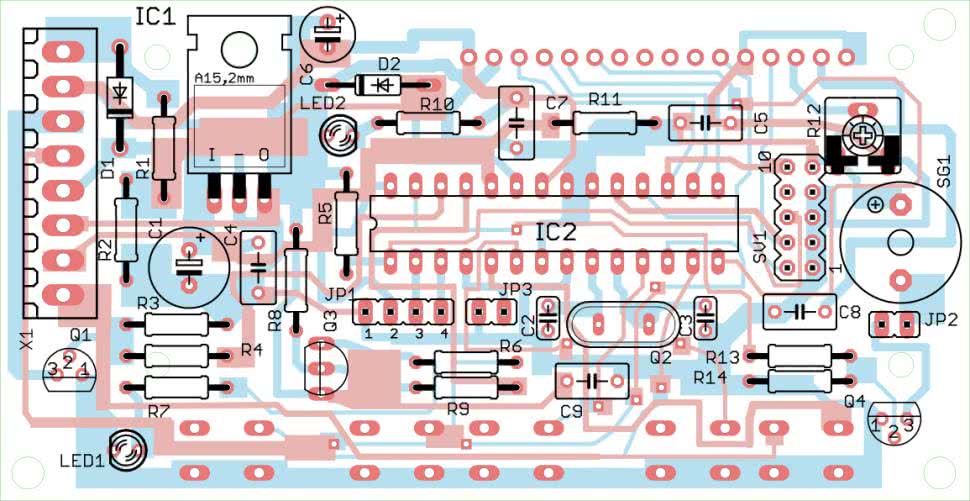
Рисунок 7. Схема сборки платы контроллера.
С одной стороны ЖК-дисплей, кнопки управления и светодиод индикации включения, с другой остальные элементы и разъем. Таким образом, контроллер можно прикрепить к лицевой панели сварочного аппарата, сохраняя при этом доступ к разъемам и другим компонентам без необходимости разборки и пайки.
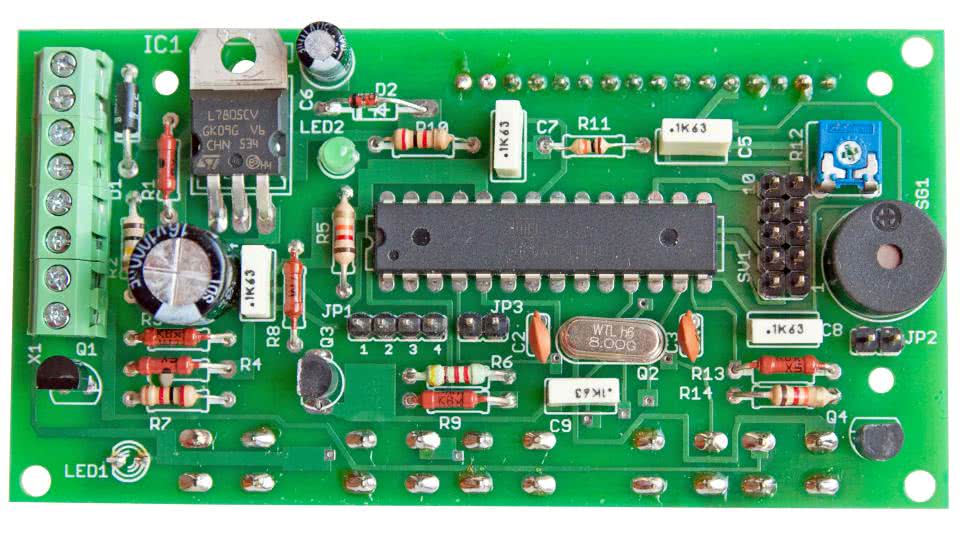
Фото 8. Плата контроллера – вид со стороны элементов.
Дисплей был припаян к плате с помощью штыревого разъема, детали показаны на фото 8 и 9.
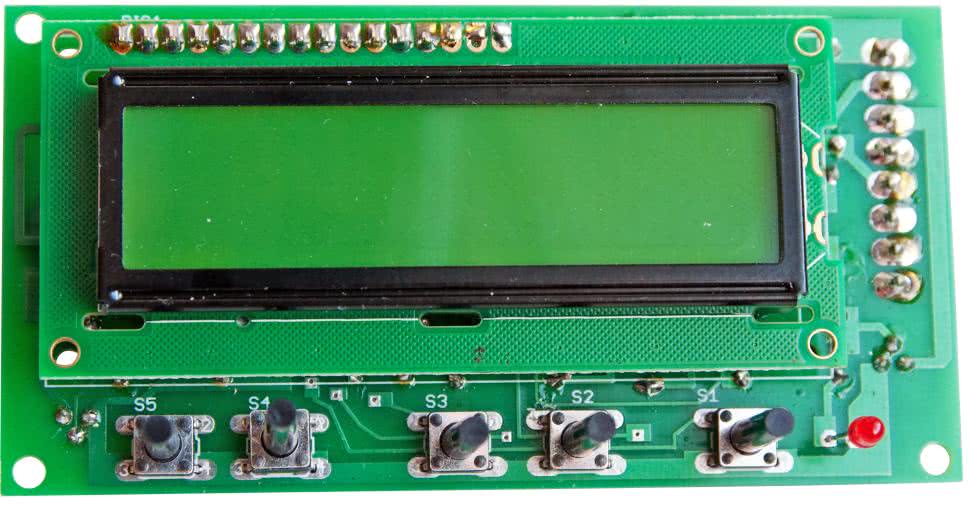
Фото 9. Плата контроллера со стороны пайки. Здесь установлен дисплей, кнопки и светодиоды.
Запуск контроллера в основном ограничивается включением питания и установкой контрастности дисплея потенциометром R12. После нажатия триггерной кнопки должен загореться красный светодиод и должен быть слышен звук зуммера(при включенной перемычке JP2).
Если контроллер питается постоянным напряжением в целях тестирования, то невозможно будет определить момент появления нуля в питающем напряжении, а значит, точно определить момент срабатывания. В такой ситуации контроллер откажется работать и выдаст соответствующее сообщение об ошибке. Однако, поставив перемычку на контакты 1-2 в JP1, это сообщение можно обойти и заставить контроллер работать «вслепую».
Время активации можно регулировать от 20 мс с шагом 20 мс, чтобы поддерживать четное количество периодов питания от сети, подаваемых на трансформатор. Задержку можно регулировать от нуля каждые 10 мс. Время сверху практически не ограничено.
Порог срабатывания вентилятора изначально установлен на отметке 40C, но нажатием двух кнопок, отвечающих за установку времени и включение питания, его можно изменить.
Затем необходимо поместить термистор в среду с пороговой температурой и, манипулируя кнопками задержки, изменить положение порога срабатывания в широких пределах.
Запуск исполнительной платы лучше производить без сварочного трансформатора. Вместо него можно использовать обычную лампочку накаливания мощностью 40-100 Вт, соединенную последовательно с тиристорной системой. Когда все в порядке, она загорится при нажатии кнопки на нужное время.
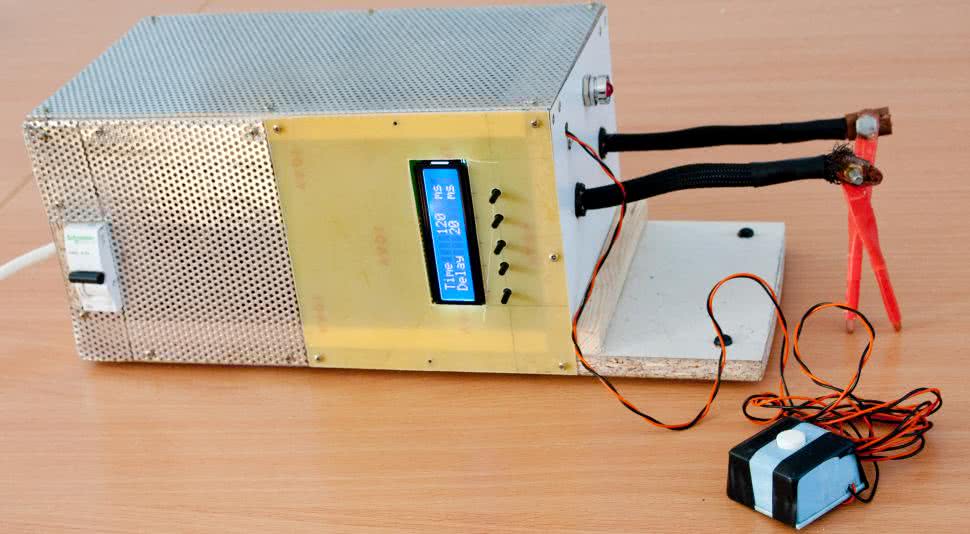
Фото 10. Аппарат, сделанный автором - типичный проект выходного дня, сделанный из того, что было под рукой.
Сборка системы контроллера и доработки показаны на фото 10 сварочного аппарата, сделанного автором. В дополнение к трансформатору он содержит плавкий предохранитель B6 с задержкой срабатывания, который также выполняет функцию выключателя питания. В состав системы также входит ножной переключатель, который значительно облегчает работу. Использование контроллера для других приложений возможно, но требует рассмотрения и тщательного выбора тиристоров и демпфирующей цепи R2/C2. То же самое касается и более мощных сварочных аппаратов, потому что некоторые умножают мощность сварочного аппарата, соединяя вместе два, а то и четыре трансформатора. Такие комбинации здесь не тестировались.
Программное обеспечение
Прошивка драйвера не сложная. Он позволяет с помощью кнопок вверх/вниз установить время задержки и срабатывания, а затем определяет на этой основе нулевой момент, затем максимальное напряжение и, наконец, включает подачу питания на трансформатор. Настройки времени хранятся в памяти EEPROM, поэтому вам не нужно каждый раз устанавливать их заново. Точность интервалов времени обеспечивается применением кварцевого резонатора.
Безопасность
В завершение описания стоит упомянуть, что людям, собирающим сварочный аппарат, следует уделять большое внимание безопасности его использования, т.к. это устройство с питанием от сети и, кроме того, токи, протекающие через трансформатор и исполнительную плату не маленькие. По этой причине контроллер питается гальванически развязанным от сети напряжением от отдельного трансформатора, а конструкция разделена на две отдельные печатные платы. Тиристоры и значительная часть компонентов на исполнительной плате подключены напрямую к сети, что следует помнить при экспериментах и сборке исполнительной платы.
Автор: Роберт Магдзиак.
| Файлы к статье "Контроллер аппарата контактной сварки на ATmega8" | |
| Описание:
Файл прошивки микроконтроллера, макеты печатных плат Eagle |
|
| Размер файла: 41.71 KB Количество загрузок: 324 | Скачать |